
Tables Sizes
Tables for the hobby, general fabrication, and light industrial come in a few common sizes: 2×2, 4×4, 4×8, and 5×10 feet plasma table. These sizes coincide with common steel sheet sizes being 4×8 and 5×10 feet. Larger industrial tables can be configured to nearly any size the customer needs.
What size Plasma table should I get?
This is difficult question and you need to really think about this one. The cost difference between sizes is relatively small. Most of the cost is in the electronics, controllers, CNC Plasma software, computer, and plasma cutter, and the components. All the sizes have them in common.
I try to steer people away from the 2×2 table because it’s small and easily outgrown after a very short period. I hear so many people say, “I’m only going to cut these small widgets so I don’t need a big machine”. After a couple weeks of cutting, they realize how sweet CNC Plasma cutting is and they want to make a million other things, but they have a 2×2 table and are stuck. Unless you’re on a submarine, I would skip this size.When it comes to size, really consider what you want to do and what you may do in the future. If you buy one size bigger than you think you will need, you’re probably going to be pretty safe.
One quick note on Indexing sheets – this is where, for example, you have a 4×4 table and need to cut something that is 4×8. You can index or move the sheet on your table to allow this to happen. It is possible to make this happen, but it has the potential to go bad in a hurry if you’re not very careful and very precise. 0.1 inch off in any direction could ruin a cut. If you have the thought of doing this on a regular basis, buy the 4×8 and save yourself a ton of headaches.
CNC Plasma Water Table
A water table is one that has water under your cutting slats (the pieces of metal the sheets your metal sits on). The water is there to serve several purposes. The plasma stream is vaporizing metal and the process generates a fine metal dust. This dust can, and will, coat everything in your shop. The water is there to help capture this dust and the smoke generated from the cutting process. This keeps it from going all over your shop. It also helps cool the material being cut to reduce warping during the cut, and it helps cut down the noise a bit. Water Table vs. Down Draft Check out this info. If you select a water table, check out our water treatment page to get more info on how to maintain your water table and what chemicals to use in it. Water Treatment

CNC Plasma Down Draft Table
A down draft table has an enclosed base under the cutting slats and uses an exhaust fan to pull the smoke and dust down and out of the shop.
CNC Plasma Open Table
In this configuration there is nothing under the slats but usually ground or sometimes a dry try for catching small parts. The metal dust and smoke are free to go where they will and will quickly fill your shop with smoke and coat every surface with a fine metal dust.
Turnkey CNC Plasma Table
You can opt to buy a turnkey plasma table, ready to cut. Most of the high end tables are turnkey, due to the advanced components and precision needed during manufacturing and assembly. Westcott Plasma tables come 90% assembled, excluding the computer that ships directly from the manufacturer.
Kits
Some tables are manufactured in kit form that you assemble. Some allow you to pick options and components, some are set. Going this route, you could buy a table kit from one manufacture, an electronics package from another, add a plasma cutter, software, and some time.. and you could build your own but without all the welding and fabrication of a build your own system. There is definitely some skill and time involved in going this route and you will need to to have some basic skills or the willingness to learn. Make sure all of your components are designed to work together if you’re purchasing things from different manufactures. This option will give you a great understanding of table design and how all your systems work, and might save you some money.. but it will come with some frustration and a steep learning curve.
Build your own
This tends to be the least expensive option but requires the most work and skill. There are plans and component kits available from many sources to allow you to build your own table from scratch or semi scratch by purchasing a gantry kit. This option is not for the faint of heart, and will require a lot of time and research to make sure that everything is done correctly. This can be the least expensive option, or the most expensive option, should things not work out. Definitely do you homework before choosing this option.
Stepper or Servo Motors?
This is another highly debated topic. There are pluses and minus on both sides and many things to consider. Check out this link for an depth comparison between the two: Steppers vs. Servos
Stepper Motor
A stepper motor is a special type of electric motor that moves in increments, or steps, rather than turning smoothly as a conventional motor does. The size of the increment is measured in degrees, and can vary depending on the application. Typical increments are 0.9 or 1.8 degrees, with 400 or 200 increments, thus representing a full circle. The speed of the motor is determined by the time delay between each incremental movement.

Inside the device, sets of coils produce magnetic fields that interact with the fields of permanent magnets. The coils are switched on and off in a specific sequence to cause the motor shaft to turn through the desired angle. The motor can operate in either direction (clockwise or counterclockwise). When the coils of a stepper motor receive current, the rotor shaft turns to a certain position and then stays there until different coils are energized. Unlike a conventional motor, the stepper motor resists external torque applied to the shaft, once the shaft has come to rest with the current applied. This resistance is called holding torque.
Servo Motor
A servo motor is a rotary actuator, or linear actuator, that allows for precise control of angular or linear position, velocity and acceleration. It consists of a suitable motor, coupled to a sensor, for position feedback. It also requires a relatively sophisticated controller, often a dedicated module designed specifically for use with servo motors.

Servo motors are not a specific class of motor, although the term servo motor is often used to refer to a motor suitable for use in a closed-loop control system. Servo motors are used in applications such as robotics, CNC machinery, or automated manufacturing.
Frame Design
Plasma tables can be broken down into two basic categories for frame design – Bolted or Welded. With a bolted frame system, the machine is made up of many components all bolted together to create the finished frame. Welded frame systems usually come in the form of a turn key fabricated table system.
You see bolted frame systems most often in kit systems because it easy to ship and build. The kits can be formed or cut pieces, or extruded aluminum, as in 80/20 Aluminum extrusion. Bolted systems are simple builds and setup and doesn’t often require advanced fabrication skills or welding, although some skills may be needed. The simple design does come at a cost. They are usually less rigid and light, allowing them to flex or move during cutting. The bolted systems tend to be seen most in hobby or lower end machines.
Welded frames are heavy duty, rigid and designed for heavier fabrication work. Expect to see welded frames in your higher end tables. At Westcott Plasma, we weld in our Arizona based facility. We have a rigorous build process to ensure the highest quality and strength of our plasma tables.

Gantry
The gantry on the table is the cross bar that holds the torch assembly and moves around the table. Plasma cutting is a non-contact process, compared to a router where you have contact between the bit and the material. In plasma, you want a rigid gantry that does not have flex and is true and square to maintain accuracy.
For the plasma torch to provide the best quality cut, you need to maintain cut height and the correct speed for the material and power. If you have a very heavy gantry, your ability to maintain speed when changing direction and doing curves will be reduced, and your cut quality will suffer.
Think of it this way. It’s really easy to move your hand around quickly and smoothly. Hold a 20 lb dumbbell and try to do the same thing, not so easy. To get the plasma table to perform at its best, you need to have a gantry that is as light as possible while maintaining squareness and accuracy. If you have to add weight to achieve this, you need to make sure you select the right size motors to manage the weight properly, in order to have the ability to maintain cut speed. A design that can manage all of these factors will provide the best possible cuts.
Linear guides and bearings
This is an area of table construction that can really separate the tables in terms of quality and precision. The gantry and torch assembly move around the table to do the cutting. In order to move and provide the best quality cut, they need to move smoothly and accurately. Most often this movement is done using bearings. How the bearings mount and what they run on varies greatly. Plasma cutting is not a pristine clean process, dust and dirt are always present. The bearings, or guides, must be able to deal with this and still maintain a perfectly smooth and accurate ride for the moving components.
Cutting accuracy and performance can be directly linked to this part of the table. Linear guides run along extruded, or machined rails, and maintain a much higher degree of accuracy compared to a bearing rolling on a piece of metal plate or extrusion. The linear guides also usually have “wipers” to keep the debris from getting inside them and affecting accuracy. This component of the table separates the hobby from the industrial precision plasma tables. This is one thing to look at when deciding on a table.
Below are some examples and you can see why linear guide system are more accurate and provide better cutting results.

This design of bearing on a rail or bearing on a piece of cold rolled steel is common place in the less expensive tables. 
V Groove Rails and bearings are a step up from the bearings on rails and have better precision. 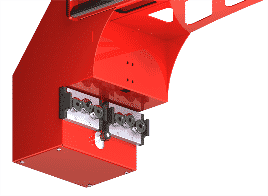
This is a picture of the WestCott Pro Series table system with 35mm Precision Speed guide rails with 6 roller bearings per side.
Electronics Package
The electronics package really ties all of the mechanical components together and makes it all work. In turnkey plasma tables and most kit tables, the electronics package is closely tied to the software that operates the machine. In a build your own situation, you can go just about any route you want, but… It’s best to stick with what software the kit or component manufacture offers or recommends.

Often, when you start sourcing components from a multitude of vendors and something goes wrong, there is no one single source to turn to. I have seen many people get stuck in a finger pointing game where each vendor blames another for your problems. The electronics and software is where I see people struggle the most and where you’re most likely to have problems if you DIY. Troubleshooting mechanical problems is fairly simple, but electronics troubleshooting can leave you very frustrated.
For build your own, and some of the kits out there your likely to see GeckoDrive Kits for the steppers. These run your stepper motors, and can then be connected back to a computer through a parallel port, which is something you do not find on most new computers today. So keep that in mind. When it comes to software, most often you will see them using MACH3 to control the steppers and SheetCAM or another CAM software to control the cut paths.
At Westcott Plasma we use a program called Design2Cut. It offers Software that integrates your CAD – “CNC Design Software”, CAM – “tool path software” and CUT – “CNC Machine Control software” that actually tells the steppers or servos what to do, where to go, and the torch when to fire and for how long. It has a lot of custom features and intuitive design components that make it easier for you to use.
Torch Height Control
One of the features you should make sure to have in your electronics package is Torch Height Control or THC. In Simple terms, torch height control manages the height of the torch over your material cutting. Typical torch tip to material or “work” is 0.06 inches or 1.5 mm. This is a very small gap that needs to be maintained with absolute precision in order to maintain accurate and quality cutting results.

Remember, Plasma Cutting is a no-contact operation.. unlike a router or mill. If the Plasma torch comes in contact with the work surface at any point, it can throw off the cut.. as well as all the cuts after that point, by moving the material or causing the torch to loose its position on the table. When you consider that you are trying to maintain a 1.5 mm gap at speeds up to 300 Inches per minute or faster, there is no margin of error. That is why it’s critical that you have Torch Height Control that is accurate and can keep up with the machine. Steel can flex dramatically during cutting due to the heat. Most machines these days come with some form of THC.
Plasma Table Accessories & Options
We live in a world driven by accessories and add-ons. There are a hand full of plasma table accessories & options you will see. Let’s start with limit and homing switches. Nearly all of the software and control systems are designed to work with these components, but not all tables have them.
Limit switches are switches that can be simple arm activated, or more complex proximity style. They are located at the ends of the gantry, table, and sometimes on the Z axis where the torch mounts. They are designed to keep the motors from driving too far, or doing damage, should settings not be correct or if something goes wrong. When the limit switch is activated, it can shut off the torch and stop the motors to prevent damage to the components.
Homing switches are designed to bring the gantry back to the same location “reference location” every time. They are fixed and the machine moves till it contacts these switches. When contacted, the machine then can reference where its at on the table and Zero itself out. Having homing switches that are accurate can be very beneficial if you have a problem during the cut and need to get back to a point on the table to start again.
Lasers
Many machines have a laser dot or a laser cross hair that can be used to visually reference where the torch will fire. The laser pointer can aid you in being able to line up a point on a jig, when cutting tube, or other products with a defined point that you can reference and start from.
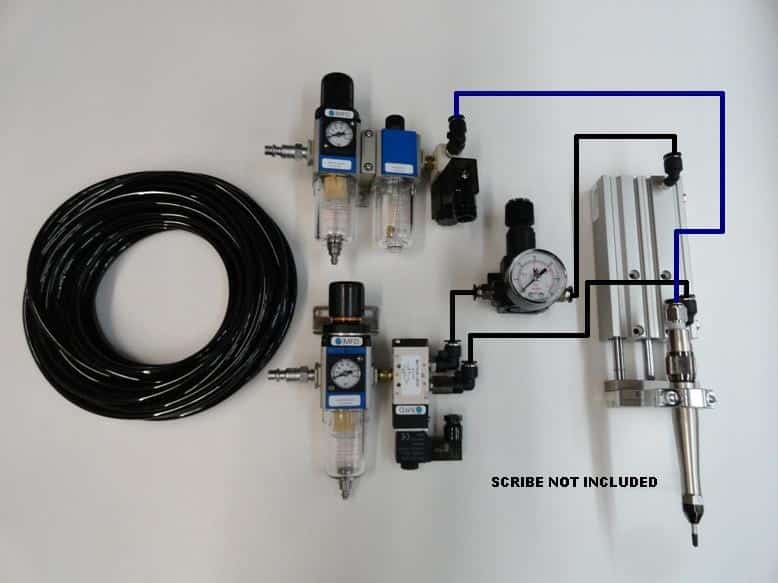
Air Scribes
A pneumatically driven air scribe with a diamond or carbide tip, used both for artwork and for marking locations on the surface you’re cutting to write text and part numbers.

{kind=link}