When it comes to Plasma Cutters you have lots of choices and opinions. The information here is based on Desert Fabworks (one of my customers) experience and opinions from using plasma cutters over the last 20 years, so you’re welcome to use this info accordingly.
“My first table used an adapted Harbor Freight plasma cutter. Yes it did work and it did cut, but there were a few draw backs. Parts, service and support were non existent. There were only one nozzle and electrode option available and other parts had to be special ordered and were not available in the store. The torch switch and handle had to be opened up and rewired to work with the machine controls and there were no cut charts or speed information available. Everything was trial and error in the beginning.
I learned lots of lessons from this first torch and did my homework before my next machine. When looking for the plasma cutter for my second machine I knew a few things. I wanted a machine that was designed for CNC plasma cutting. I wanted a machine that had lots of cut charts and data with settings, speeds, and power info. I wanted a machine in which parts and accessories were readily available. And I wanted a machine that had great support and service.
Using these factors I narrowed my search down to two companies – Hypertherm and Thermal Dynamics. Both are large reputable companies that specialize in the CNC Plasma cutting industry. Some of the factors that I evaluated these companies on where: Cost of the individual machines, Cut Charts and Cut data, service, Support, Availability of parts, Cost of consumables (the parts that are used and need replacing as part of the cutting process), Reputation, performance, quality. I went to trade shows and used these machines, I talked to everyone that I could to glean any info I could and sort out facts and opinions before making my final decision.
In the end I selected a Hypertherm Powermax65 for my second CNC Plasma Table. While Thermal Dynamics makes acceptable machines the Hypertherm units really shined when it came to the company. You can tell they live, and breath CNC plasma cutting. The cut data, charts and information from Hypertherm was amazing and extensive. The employee’s that that I talked with at trade shows and on the phone were amazing and very helpful and the quality of the product and the quality of their cuts were second to none.
The Hypertherm consumables were also less expensive than competitors when comparing them at online and local resources. These factors as well as when polling machine owners across the country Hypertherm was the most widely used machine. I used my Powermax65 on my second CNC plasma machine for about 6 years. It performed great and I have no regrets. When I sold my second CNC plasma table system the Hypertherm Powermax65 went with it and its still performing great for the new owner.
When I started the hunt for my Third and current CNC plasma machine there was one thing I knew, it had to have a Hypertherm on it. For this machine I selected the Hypertherm Powermax85. I wanted to have a little more cutting capacity with this machine vs the last and that is why I stepped up to the 85.”
Types of Plasma Cutters
While there are plasma cutters that cut with gasses other than air on this site we are going to be focused primarily on Air Plasma.
What can a plasma cutter cut?
Plasma cutters can cut any conductive metal.. so Steel, Aluminum, Stainless steel, Titanium, Copper are all able to be cut with a plasma cutter. You’re not going to be able to cut things like: glass, plastic, ceramics or wood.
How does a plasma cutter work?
The plasma cutting process, as used in the cutting of electrically conductive metals, utilizes this electrically conductive gas to transfer energy from an electrical power source through a plasma cutting torch to the material being cut.
The basic plasma arc cutting system consists of a power supply, an arc starting circuit and a torch. These system components provide the electrical energy, ionization capability and process control that is necessary to produce high quality, highly productive cuts on a variety of different materials. The power supply is a constant current DC power source. The open circuit voltage is typically in the range of 240 to 400 VDC. The output current (amperage) of the power supply determines the speed and cut thickness capability of the system. The main function of the power supply is to provide the correct energy to maintain the plasma arc after ionization.
The arc starting circuit is a high frequency generator circuit that produces an AC voltage of 5,000 to 10,000 volts at approximately 2 megahertz. This voltage is used to create a high intensity arc inside the torch to ionize the gas, thereby producing the plasma. The Torch serves as the holder for the consumable nozzle and electrode, and provides cooling (either gas or water) to these parts. The nozzle and electrode constrict and maintain the plasma jet.
The basics of a Plasma Cutter
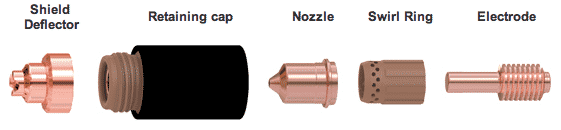
Consumables
Are the parts of the Plasma cutting machine that ware out overtime. They are shown above in the exploded diagram. The nozzle and the electrode are the components that ware the quickest and should be considered a matched pair. If you replace the nozzle you should replace the electrode at the same time. The remaining components last much longer and will likely only need to be replaced if damage or after 20 or more nozzle replacements.
What affects consumable life?
Consumables are used up more quickly by such factors as:
Air quality
which if moisture, oil or debris is present will lessen consumable life. The cleaner and dryer the air the better.
Pierces
Pierces are hard on the consumables. Minimize the number of pierces and ensure that you are piercing at the correct height and at the proper amps for the given material.
Amps
Higher amps will shorten consumable life compared to lower amps.
When should I change my consumables?
Check out this Hypertherm Consumables Article
How much do consumables cost?
Typical average cost of a nozzle is $5.70 each.
Average cost for an Electrode is $7.00 , so about $13 per change out. How long they last is dependent on all the factors above.
Considerations in selecting a Plasma cutter
What materials and thickness do you plan to cut?
Try to anticipate thicker than you will every think you can cut. Most plasma cutters will have a recommendation on max pierce and max edge start. Stick to the max pierce thickness for your machines max capabilities. You may be able to get away with more than recommend but it will like shorten the life of your torch or consumables. For example the Hypertherm45 XP has a max pierce of ½ inch with a max recommended cut of 5/8 inch. The Hypertherm Powermax65 has a max pierce of 5/8 inch and max recommended cut of ¾ inch. The Hypertherm Powermax85 has a max pierce of ¾ inch and a max recommended cut of 1 inch. The Hypertherm Powermax105 has a max pierce of 7/8 and a recommended max cut of 1 ¼ inches. Hypertherm has capacity far beyond this but anything beyond this is outside the scope of most hobby, fabrication and light industrial cutting.
If you were never going to cut anything beyond ¼ steel why would you consider anything other than the 45XP? SPEED! More amps equals a faster cut speed on a given thickness. For example the 105 can cut ¼ at 192 inches per minute at 105 amps. The 45XP can cut ¼ steel at 72 inches per minute at its max 45 amps. More speed equals more parts in the same amount of time. To achieve the best quality and edge you want to cut at the lowest amps possible for the material. This is not to say the quality is bad at the higher amps but there are some minute gains and losses when you vary speed and amps. You should determine what is best for the individual part you are cutting and the quality requirements.
Power
Make sure your location can handle the power demands of the machine you pick. If your max circuit is 60 amps and you purchase a Powermax65 or 85 your likely to be tripping the breaker all the time and setting yourself up for disaster.
Air
You need to supply clean dry air to your machine. The cleaner and dryer the air the better quality of cut and the longer your consumables last. The air needs of plasma cutters vary but is usually expressed in SCFH or Standard Cubic Feet per Hour. You need to make sure your air delivery system can supply the Plasma unit you choose. Larger tables need larger compressors because the cuts are bigger and longer. We will discuss air compressors and systems in more depth in on the AIR SUPPLY SYSTEMS Page. Here are some examples of air supply needs: The Hypertherm Powermax45 XP needs 400 SCFH at 90 psi or 6.6 SCFM (Standard cubic feet per minute) at 90 PSI. The Powermax105 needs 460 SCFH or or 7.6 SCFM per minute at 85 psi. Remember to factor your air compressor power needs along with the table, lights and everything else running on the electrical panel your working off of.